OKREŚL PARAMETRY FREZOWANIA — KALKULATOR PARAMETRÓW SKRAWANIA, WZORY ITP
Szkło akrylowe, drewno, węgiel czy tworzywa sztuczne – każdy materiał należy obrobić odpowiednim frezem, aby efekt był równie dobry, jak pomysł. Ponadto należy odpowiednio dostosować prędkość skrawania, prędkość i posuw. Szybko zdobędziesz własne doświadczenie, ale istnieją również specjalne wzory, za pomocą których możesz obliczyć prędkość skrawania i inne wartości. Dzięki bezpłatnemu kalkulatorowi parametrów skrawania STEPCRAFT jest to znacznie łatwiejsze. Można ją znaleźć w App Store i Playstore do bezpłatnego pobrania. Po prostu wybierz maszynę, materiał i frez, a kalkulator parametrów skrawania STEPCRAFT w mgnieniu oka wyświetli odpowiednie parametry skrawania.
n = prędkość frezu w obr/min vc = prędkość skrawania w m/min d = średnica frezu w mm z = liczba zębów frezu fz = posuw zęba w mm/ząb vf = prędkość posuwu w mm/min
Prędkość frezu oblicza się ze wzoru: n [obr/min] = (vc [m/min] *1000) / 3,14 * ø d1 [mm]) Przykładowe obliczenie: vc = 500 m/min (wybrane z tabeli) d = ø 8 mm 19904 obr/min = ( 500 * 1000) / (3,14 * 8 ) Jeżeli maksymalna prędkość silnika frezującego jest niższa od obliczonej wartości, we wzorze do obliczenia posuwu należy uwzględnić maksymalną prędkość silnika frezującego .
Posuw frezu oblicza się według poniższego wzoru. Dla frezów spiralnych i diamentowych z jest zawsze równe 2 vf = n * z * fz Przykładowe obliczenia dla aluminium (stopu do obróbki plastycznej) z podwójnym ostrzem 8 mm : n = 19904 obr./min z powyższego wzoru fz = 0,064 z tabeli z = 2 2547,77 mm/min = 19904 * 2 * 0,064
FREZY I ICH ZASTOSOWANIE
| Typ | Charakterystyka | Zastosowanie |
|---|---|---|
| Frez 2-ostrzowy Fishtail (lewy karbowany) | dla cienkiego materiału bardzo czyste krawędzie cięcia | Plastikowy, Drewno |
| Frez 2-ostrzowy Fishtail (rowek prawy) | Uniwersalny frez dobre właściwości zanurzeniowe | Drewno, Metale nieżelazne, Plastikowy |
| Frez z zębami diamentowymi | długa żywotność | GRP, CFRP, PCB |
| Frez z zębami spiralnymi (rowek lewy) | dla cienkiego materiału bardzo czysta krawędź tnąca | Drewno iglaste, sklejka |
| Frez z zębami spiralnymi (rowek prawy) | łamanie chipów | Drewno iglaste, sklejka |
| Frez promieniowy | Frez wykańczający Rzeźba 3D | Drewno, Metale nieżelazne, Plastikowy |
| Frez 1-ostrzowy do rowków spiralnych | niskie tarcie duży flet | niskotopliwe tworzywa sztuczne |
| Grawerowanie | Krawiec | uniwersalny, PCB, Ryciny |
WARTOŚCI ORIENTACYJNE PRĘDKOŚCI I POSUWU
| Materiał | RPM | Ø 1 mm | Ø 2 mm | Ø 3 mm | Ø 4 mm | Ø 5 mm | Ø 6 mm | Ø 8 mm | Ø 10 mm | Ø 12 mm |
|---|---|---|---|---|---|---|---|---|---|---|
| Odlew aluminiowy > 6% Si | 200 | 0,010 | 0,010 | 0,010 | 0,015 | 0,015 | 0,025 | 0,030 | 0,038 | 0,050 |
| aluminium, stop kuty | 500 | 0,010 | 0,020 | 0,025 | 0,050 | 0,050 | 0,050 | 0,064 | 0,080 | 0,100 |
| Miękki plastik | 600 | 0,025 | 0,030 | 0,035 | 0,045 | 0,065 | 0,090 | 0,100 | 0,200 | 0,300 |
| Twardy plastik | 550 | 0,015 | 0,020 | 0,025 | 0,050 | 0,060 | 0,080 | 0,089 | 0,100 | 0,150 |
| Drewno twarde | 450 | 0,020 | 0,025 | 0,030 | 0,055 | 0,065 | 0,085 | 0,095 | 0,095 | 0,155 |
| Drewno miękkie | 500 | 0,025 | 0,030 | 0,035 | 0,060 | 0,070 | 0,090 | 0,100 | 0,110 | 0,160 |
| MDF | 450 | 0,050 | 0,070 | 0,100 | 0,150 | 0,200 | 0,300 | 0,400 | 0,500 | 0,600 |
| mosiądz, miedź, Brązowy | 365 | 0,015 | 0,020 | 0,025 | 0,025 | 0,030 | 0,050 | 0,056 | 0,065 | 0,080 |
| stal | 75 | 0,010 | 0,010 | 0,012 | 0,025 | 0,030 | 0,038 | 0,045 | 0,050 | 0,080 |
PRAKTYCZNE WSKAZÓWKI
GŁĘBOKOŚĆ ZANURZENIA Podczas frezowania rowka zalecamy następujące głębokości zanurzenia:
| Seria D | Seria M | Seria Q | |
|---|---|---|---|
| Metale nieżelazne | do 0,05 średnicy | do 0,2 średnicy | do 0,3 średnicy |
| Drewno, tworzywa sztuczne | do 0,5 średnicy | do 0,75 średnicy | do 1,0-krotności średnicy |
| Twarda pianka | do 3,5-krotności średnicy | do 5,0-krotności średnicy | do 5,0-krotności średnicy |
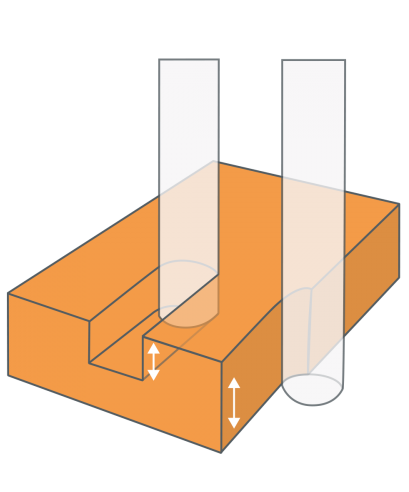
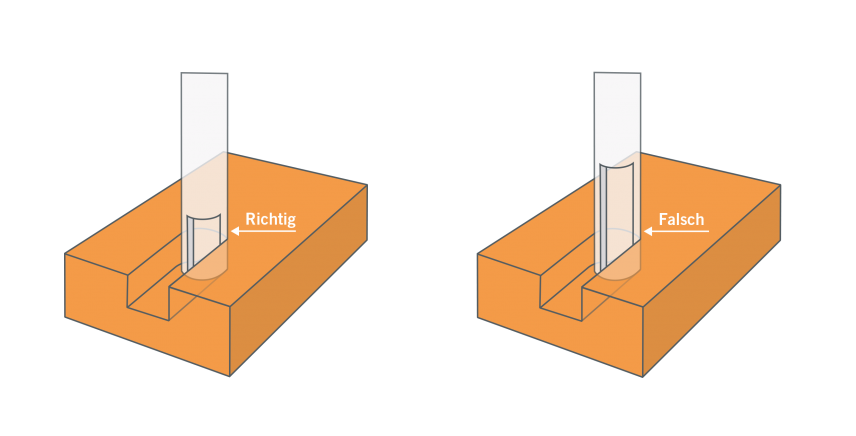
MOŻLIWOŚĆ WYBORU DŁUGOŚCI OSTRZA
Przy frezowaniu konturów zalecamy dosuw boczny wynoszący ok. 25% średnicy frezu przy 100% głębokości wcięcia.
CHŁODZENIE / SMAROWANIE
W najlepszym przypadku chłodzenie metali nieżelaznych odbywa się przy minimalnej ilości smarowania w połączeniu ze środkiem smarnym. Ponadto smarowanie poprawia jakość powierzchni i żywotność narzędzia. Do szkła akrylowego można zastosować smarowanie wodą z mydłem. Pozwala to uzyskać bardzo dobrą powierzchnię.
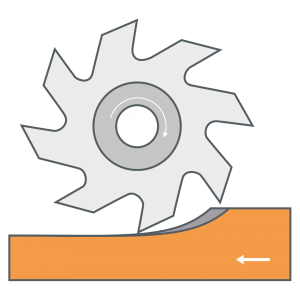
FREZOWANIE WSPÓŁBIEŻNE
Podczas frezowania synchronicznego frez wciąga się w obrabiany przedmiot, co może skutkować niekontrolowanym dociąganiem portalu lub osi Z (luz zwrotny wrzeciona) w stronę przedmiotu obrabianego przy usuwaniu większych wiórów. Prowadzi to do bardzo nieczystego wzoru frezowania i może nawet doprowadzić do złamania frezu, jeśli wiór stanie się w tym momencie zbyt duży. Jeżeli bezluzowe śruby kulowe są montowane bez luzu, preferowany jest obrót synchroniczny, a nie przeciwbieżny.
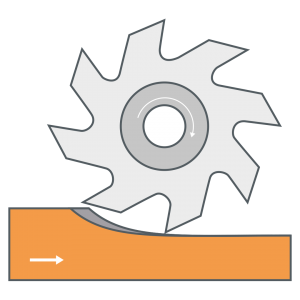
FREZOWANIE W GÓRĘ
Podczas frezowania przeciwbieżnego frez odsuwa się od przedmiotu obrabianego, co przy bardzo niewielkim usuwaniu wiórów szybko prowadzi do wypchnięcia krawędzi skrawającej z przedmiotu obrabianego. Powoduje to powstawanie drgań, które nie sprzyjają ani pięknej powierzchni, ani trwałości użytkowej noża. Przeciwbieżny obrót jest preferowany na maszynach z luzem wstecznym na gwintowanych wrzecionach.
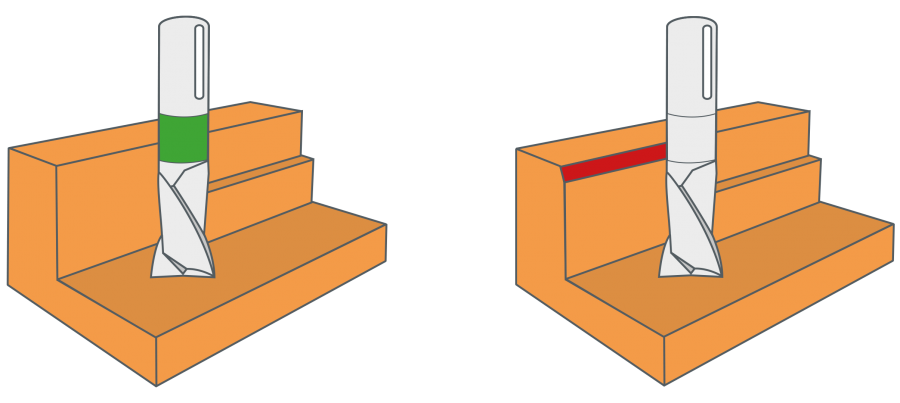
FREZY ODCIĄŻAJĄCE
Maksymalna możliwa głębokość dosuwu jest zwykle ograniczona do długości spirali frezu, w przeciwnym razie wał będzie ocierał się o obrabiany przedmiot. Dzięki szlifowanemu trzpieniu możliwe jest frezowanie na głębokość przekraczającą długość spirali przy kilku wejściach aż do maksymalnej długości użytkowej.
rosnące zapotrzebowanie na smary
Zależność ilości MQL od procesu produkcyjnego obróbki skrawaniem:
frezowanie, wiercenie, szlifowanie,
docieranie , toczenie , rozwiercanie , honowanie
zwiększenie przydatności materiału
Przydatność minimalnej ilości smarowania dla obrabianych materiałów
Stopy Cu
Stopy odlewnicze Al.
Stal ferrytyczna
ze stopu Mg.
Al-Knetleg. Materiały odlewnicze z żeliwa
perlitycznego Stale nierdzewne